
www.engineering-russia.com
27
'11
Written on Modified on
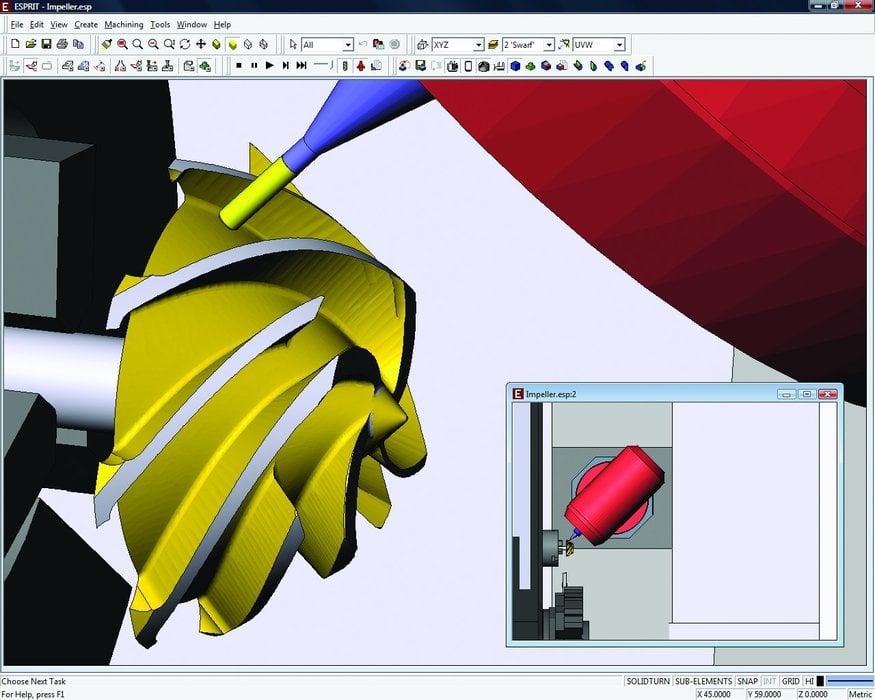
ESPRIT 2012
Лидер индустрии автоматизированных систем управления производством (АСУП), компания DP Technology, создатель ПО ESPRIT®, продемонстрировала на выставке EMO 2011 последнюю версию своего инновационного программного обеспечения - ESPRIT 2012. Программа включает модернизации во всех направлениях механической обработки и предусматривает усовершенствования фрезерных, токарных, фрезерно-токарных и электроэрозионных циклов.
Для фрезерной обработки в ESPRIT 2012 был переработан цикл «парковка», который позволяет осуществлять «парковку» головки инструмента или поворотной группы. Повышенная универсальность достигается через возможность осуществлять парковку на каждой оси, что индивидуально контролируется через один из четырех доступных режимов – не парковать ось; переместить ось в исходное положение для замены инструмента, перемещение инструмента в положение ввода в операционной системе координат, или перемещение оси в положение ввода в системе координат станка.
Для фрезерной обработки ESPRIT 2012 предлагает улучшенный способ контурной обработки. Вместо того чтобы позволить инструменту «перекатываться» через край при достижении значения, близкого или равного исходной глубине, край элемента можно расширить для сохранения требуемой формы.
Новый набор настроек расширения элемента для электроэрозионной обработки, позволяет расширить крайние точки элемента таким образом, чтобы электрод при контурной обработке или электроэрозионной обработке начинал или заканчивал движение вне материала. Это позволяет увеличить путь движения электрода без изменения элемента. Во все циклы контурной электроэрозионной обработки была добавлена новая настройка «времени ожидания», включающая задержку в конце черновой обработки для увеличения точки выхода, что обеспечивает возможность повторно заправить проволочный электрод для чистового реза.
Для фрезерной обработки ESPRIT 2012 предлагает улучшенный способ контурной обработки. Вместо того чтобы позволить инструменту «перекатываться» через край при достижении значения, близкого или равного исходной глубине, край элемента можно расширить для сохранения требуемой формы.
Новый набор настроек расширения элемента для электроэрозионной обработки, позволяет расширить крайние точки элемента таким образом, чтобы электрод при контурной обработке или электроэрозионной обработке начинал или заканчивал движение вне материала. Это позволяет увеличить путь движения электрода без изменения элемента. Во все циклы контурной электроэрозионной обработки была добавлена новая настройка «времени ожидания», включающая задержку в конце черновой обработки для увеличения точки выхода, что обеспечивает возможность повторно заправить проволочный электрод для чистового реза.
Получите дополнительную информацию…
