
www.engineering-russia.com
03
'18
Written on Modified on
Реалии современной экономики промышленного производства
Металлообрабатывающие предприятия стремятся производить определенное количество деталей определенного качества за определенное время и определенную плату. Последовательное достижение этих целей предусматривает контроль множества факторов, включая параметры резания, затраты на инструмент и время переналадки, загрузку станка, расходы на перемещение заготовок, стоимость материала и трудозатраты.
Суть экономики производства — уравновешивание факторов обработки для достижения желаемых результатов. За более чем двухсотлетнюю историю механической обработки увеличилось количество элементов экономики производства. Производство развивалось от поштучного кустарного изготовления до массового производства стандартизованных деталей с использованием станков. Затем, благодаря совершенствованию методов изготовления, появилось второе поколение массового производства, которое включало производственные линии и выпуск возрастающего количества одинаковых деталей, т. е. крупносерийное производство и узкая номенклатура (HVLM). Впоследствии станки с ЧПУ и роботы способствовали возникновению третьего поколения эффективного массового производства. В последнее время цифровые технологии, применяемые в системах программирования, управления станками и транспортировки заготовок, позволили создать четвертое поколение промышленного производства, известное как Industry 4.0, — экономически эффективное мелкосерийное производство и широкая номенклатура (HMLV).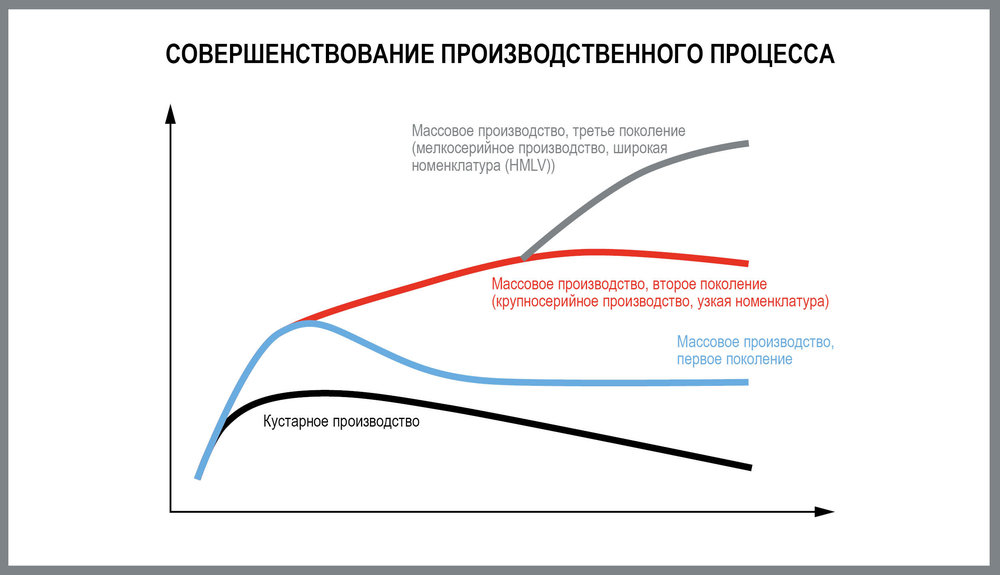
HQ_POS_Manufacturing_Process_Evolution.jpg
Для эффективного перехода производства от HVLM к HMLV крайне важно, чтобы производители понимали быстро меняющиеся реалии экономики производства и пользовались доступными технологиями и информацией для анализа деятельности и достижения целей. Ключевым элементом преобразования является отказ от чрезмерно упрощенных убеждений и методов, а также выявление скрытых затрат, которые могут свести на нет попытки добиться максимальной производительности.
Крупносерийное производство, узкая номенклатура, простая экономика?
Стандартизированные процессы металлообработки были разработаны в 19 веке для ускорения производства одинаковых изделий с взаимозаменяемыми деталями. В автомобилестроении этот подход HVLM был максимально усовершенствован с помощью автоматических станочных линий и других методов многократного производства сотен тысяч или миллионов одинаковых деталей на протяжении многих лет.
Долгосрочный характер производства HVLM позволяет производителям оптимизировать многочисленные факторы обработки для достижения максимальных показателей производительности, стабильности и низкой стоимости. Вспомогательные технологии, в том числе роботы и устройства смены инструментов и палет, дополнительно минимизируют номенклатуру. При этом предполагается, что операция выполняется безупречно, обеспечивая 100-процентную производительность, прогнозируемые затраты, отсутствие незапланированных простоев, брака, доработок и дополнительных операций, таких как снятие заусенцев.
Одно из предположений заключается в том, что стоимость инструмента обычно составляет около трех процентов от общих производственных затрат. 3% — это удобный, но редко обоснованный эталон. Например, большое значение имеют особенности обработки материала: в случае перехода от стали к титану при обработке детали использование инструмента может увеличиться в пять раз. 3% становятся 15% при прочих равных условиях.
Время контакта инструмента очень важно, но нельзя забывать о других факторах, таких как время простоев для смены инструмента. Учитывание только времени контакта инструмента искажает реальную картину. Производителям следует понимать, что время обработки, время наладки, время смены инструмента, загрузка/разгрузка и другие факторы влияют на процесс вместе и по отдельности.
Упрощенный пример непредвиденного взаимодействия факторов обработки: при обработке некой детали две минуты требуется для резания и две минуты — для загрузки и разгрузки заготовки. На смену инструмента уходит одна минута; срок службы инструмента — пять заготовок, то есть время индексации инструмента составляет 0,20 минуты на деталь. Для каждой детали требуется 4,2 минуты времени обработки, следовательно, производительность немного превышает 14 заготовок в час. Стоимость инструмента составляет 15 евро, а срок службы инструмента, равный пяти заготовкам, означает, что для производства 14 заготовок требуется 2,8 инструмента (42 евро). Стоимость станка — 50 евро в час. Итого стоимость производства 14 заготовок за один час составляет 92 евро.
Затем, пытаясь ускорить выработку и производительность, цех увеличивает скорость резания на 10%. Это сокращает время резания на 10% (до 1,8 минуты), но при этом снижает срок службы инструмента примерно вдвое. Это значит, что одна режущая кромка обработает только две с половиной заготовки до того, как потребуется индексация. Время индексации инструмента по-прежнему составляет одну минуту, а загрузка/разгрузка заготовки — две минуты. Время производства одной заготовки остается 4,2 минуты (1,8 минуты резания, 2 минуты перемещение заготовки и 0,4 минуты индексации инструмента) или 14 заготовок в час. Стоимость станка и инструмента неизменны, поэтому требуется использовать в час 5,6 инструмента (стоимость инструмента 84 евро). Несмотря на попытку повысить производительность, время обработки 14 заготовок остается прежним, а затраты повышаются с 92 до 134 евро.
В данном случае увеличение скорости резания не повышает производительность операции. Изменение времени резания влияет на другие факторы в системе обработки: в этом примере — на срок службы инструмента и время индексации инструмента. Соответственно, цех должен тщательно учитывать все последствия изменений процесса.
Другая форма скрытых затрат включает выполнение шагов в процессе. Например, на многих металлообрабатывающих предприятиях классическим примером скрытых затрат является время, затраченное на индексацию пластин. Время, отводимое на индексацию пластины, может составлять одну минуту. Однако время, фактически измеряемое в производственном помещении, может быть на две, три или десять минут больше, что означает разницу от 60 до 600 секунд.
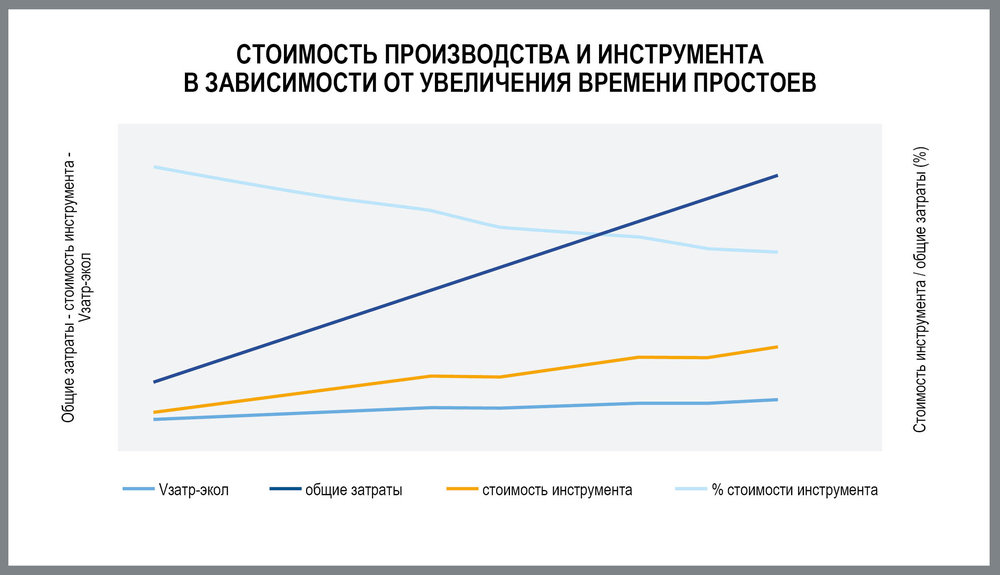
HQ_ILL_Production_Cost_And_Tooling_As_A_Function_Of_Increasing_Idle_Times.jpg
Рисунок 2
Широкая номенклатура, мелкосерийное производство, комплексные факторы
В последнее время глобальная конкуренция побуждает производителей создавать разные версии своей продукции в соответствии с потребностями небольших подгрупп пользователей. Современные вычислительные технологии позволяют быстро менять конструкцию деталей и программы обработки, а также легко отслеживать вариации и номенклатуру продукции. В результате произошел переход к мелкосерийному производству и широкой номенклатуре (HMLV). Сегодня такой подход достаточно развит для того, чтобы обеспечить эффективное изготовление не более десяти деталей или даже поштучное производство.
Широкие возможности производства HVLM позволяют целенаправленно планировать и оптимизировать факторы обработки. Планирование отличается в зависимости от конкретных ситуаций HMLV. Компьютеризированные технологии проектирования и номенклатуры поддерживают быстрые изменения типов продукции и требований производительности. Следовательно, процесс планирования HMLV должен быть комплексным и реактивным. После заказа на десять деталей может последовать заказ на две, пять или даже одну деталь. Может меняться как материал заготовки (сталь, алюминий, титан), так и геометрия детали (простая или сложная). Времени для определения срока службы инструмента с помощью испытаний бывает недостаточно.
Для управления сроком службы инструмента в ситуациях HMLV цех обычно делает предположения относительно планируемого срока службы, основываясь на предыдущем опыте, и на всякий случай использует новый инструмент для каждой следующей серии, а затем утилизирует его, прежде чем срок службы инструмента полностью истечет. Время резания — лишь один из факторов в общей картине. В производстве HMLV время, требуемое для управления разными заготовками и зажимными приспособлениями, замены инструментов и индексации пластин, зачастую будет превышать фактическое время резания. Такие факторы, как инструменты, станки, время простоя, прямые трудозатраты и материал заготовки, могут подразумевать скрытые затраты. Новейший подход к экономике производства учитывает затраты на инструмент и материал заготовки, стоимость оборудования и производства, стоимость оборудования во время простоя, а также затраты на заработную плату и техническое обслуживание.
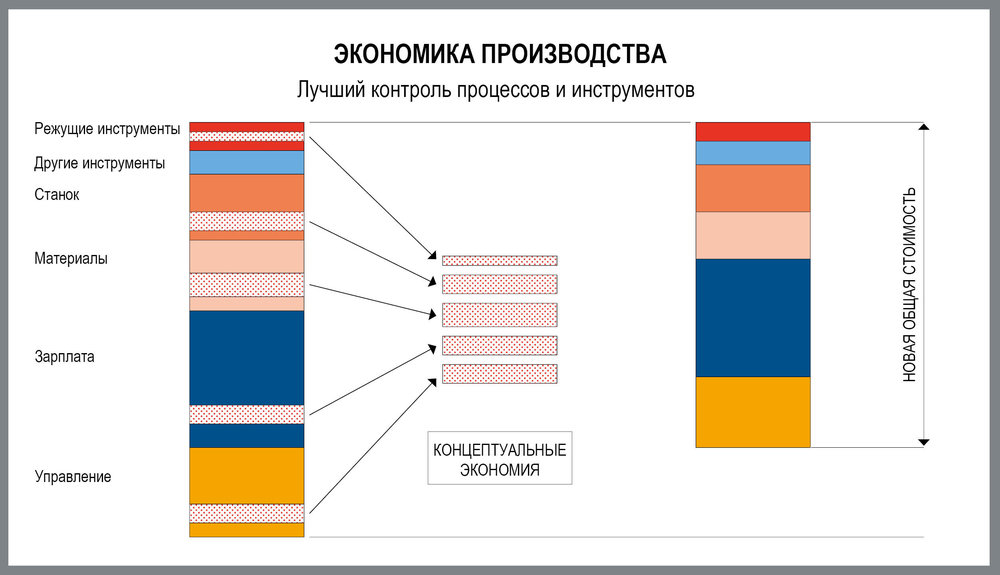
HQ_ILL_Production_Economics
Рисунок 3
Из-за стремительного изменения требований к продукции HMLV становится все сложнее достичь высокой производительности. В условиях крупносерийного производства HVLM испытания и корректировки могут обеспечить производительность выше девяноста процентов. С другой стороны, производительность HMLV может быть неоднозначной. Успешная серия из одной детали характеризуется производительностью 100%, но в случае брака или повреждения заготовки производительность равна нулю. Требования к качеству и эффективности материальных и временных затрат не изменились, однако при этом на первый план вышло производство без доработки. В этой ситуации, пожалуй, самым важным требованием становится надежность инструмента. В мелкосерийном производстве внимание к износу инструмента снижается, и цех может неоправданно применять более агрессивные и производительные параметры резания.
Соответствующая переменная определяет целесообразное время индексации инструмента. Отсутствие своевременной смены инструмента может привести к его поломке и, как минимум, к перерыву в производстве, если не к повреждению заготовки. С другой стороны, при смене инструмента слишком часто увеличиваются расходы (с точки зрения стоимости самого инструмента, а также времени, потерянного при остановке обработки и индексации инструмента). Для определения времени смены инструмента требуется оценить ее влияние на весь процесс обработки, создать и затем неукоснительно соблюдать протокол смены инструмента.
Заключение
Соотношение факторов в металлообработке иное, чем 1:1. Изменение условий резания, материалов заготовки или объемов производства повлияет на срок службы инструмента, а также на многие другие аспекты обработки. Задача экономики производства на производственном предприятии заключается в определении этих соотношений и разработке стратегий для осознанной работы с ними. К сожалению, не каждый рабочий цеха может произвести компетентные расчеты и располагает временем для тщательного анализа этих отношений. В результате поставщики предлагают услуги по анализу и управлению процессом (см. дополнение), которые показывают производителям комплексную картину конкретных операций и определяют способы повышения производительности и экономической эффективности их усилий.
Производители часто жалуются на убытки, несмотря на большие объемы работы и платежеспособных клиентов. Решение их проблем заключается в признании многих факторов, действующих в современной экономике производства, а также в выявлении и ликвидации пренебрегаемых и
скрытых затрат, чтобы достигать максимальной прибыльности производственных операций.
Дополнение

HQ_IMG_Duratomic_Chip.jpg
Рисунок 4
Автоматизированный анализ
С появлением массового производства многократно увеличилось количество факторов, влияющих на производительность труда и затраты. Усложнялись не только операции обработки и оборудование, но и отношения между элементами производственных систем. Ни один из элементов не существует самостоятельно. Например, изменение требований к объему выпускаемой продукции повлияет на инструменты, оборудование, техническое обслуживание, трудозатраты и другие расходы.
Определение количества и взаимозависимости задействованных факторов представляет собой большую проблему. Для ее решения требуется системный подход к производственным процессам, а именно к их оценке, контролю и управлению.
Система анализа производительности и стоимости (РСА) компании Seco, основанная на многолетнем опыте и исчерпывающих знаниях в области обработки, изучает весь производственный процесс, чтобы определить способы снижения затрат и повышения производительности. Компания Seco применяет эти знания в сочетании с современным компьютерным анализом и алгоритмами, включая методы автоматического моделирования затрат Монте-Карло.
Квалифицированный представитель Seco выполняет анализ PCA, который оценивает все инструменты и технологии, используемые в процессе, для составления всеобъемлющего отчета о технологии (инструментах и режимах резания) и затратах (стоимости детали, почасовой производительности и капитальных затратах). Анализ PCA оценивает процессы, начиная от одной операции станка и заканчивая полным циклом заводского производства заготовки.
Основное внимание уделяется повышению производительности, которое оказывает наибольшее влияние на затраты. Система учитывает "узкие места" или эксплуатационные ограничения и выявляет моменты, для которых необходим более детальный анализ.
Исходя из сравнительного исследования времени и затрат, требуемых для операции или предприятия, программное обеспечение PCA на начальном этапе анализирует факторы инструментов, включая параметры обработки, продолжительность цикла и требования по производительности. Второй этап предусматривает аналогичный процесс, но вносит коррективы в условия резания и применяемые инструменты. Третий этап может включать изменение процесса, объединение операций и изучение более значительных изменений, таких как модернизация станков.
Производители, использующие систему PCA компании Seco, как правило, могут рассчитывать на общую экономию затрат до 30% и рост производительности до 40% независимо от отрасли промышленности, в которой они работают.
Автор:
Патрик де Вос (Patrick de Vos), Управляющий по корпоративному техническому обучению компании Seco Tools
Получите дополнительную информацию…
