
www.engineering-russia.com
10
'18
Written on Modified on
Настоящий чемпион
В соревновании на максимальный объем снятого материала новые кукурузные фрезы от Kennametal занимают первое место.
Максимальный эффект
Тим Маршалл, глобальный менеджер направления фрез со сменными пластинами, успешно протестировал HARVI Ultra 8X при обработке различных деталей из стали 15-5 PH, чугуна и высокопрочной стали Aermet 100, подтвердив широкую область применения новинки.
«Компания Kennametal представляет серию фрез HARVI Ultra 8X в качестве решения двух разных задач», – отмечает Маршалл. – «Интенсивное развитие аэрокосмической промышленности обуславливает желание заказчиков работать инструментом с максимальной скоростью снятия металла и стойкостью. С другой стороны, производители оборудования и те, кто работает на станках, предпочитают высокоскоростной инструмент с низкими усилиями резания, минимизирующими износ в тяжелых условиях обработки. Новые фрезы HARVI Ultra 8X удовлетворяют этим требованиям в полной мере».
Инструмент, способный непрерывно резать титановый сплав более трех минут, захочет иметь в своем арсенале любое предприятие. Маршалл подтверждает, что фрезы HARVI Ultra 8X обеспечивают съем 328 см3 металла в минуту с заготовки из сплава Ti-6Al-4V при стойкости каждой режущей кромки 60 минут. Такие показатели новых фрез стали возможными благодаря комбинации следующих характеристик.
– Экономичные двухсторонние режущие пластины с низкой себестоимостью кромки и вдвое меньшее энергопотребление.
– Высокопроизводительный сплав KCSM40 от Kennametal с термостойким PVD покрытием AlTiN + TiN демонстрирует увеличенный период стойкости.
– Корпус фрезы выполнен из высокопрочной стали, что делает его более жестким и надежным для высокоскоростной обработки по сравнению с решениями конкурентов.
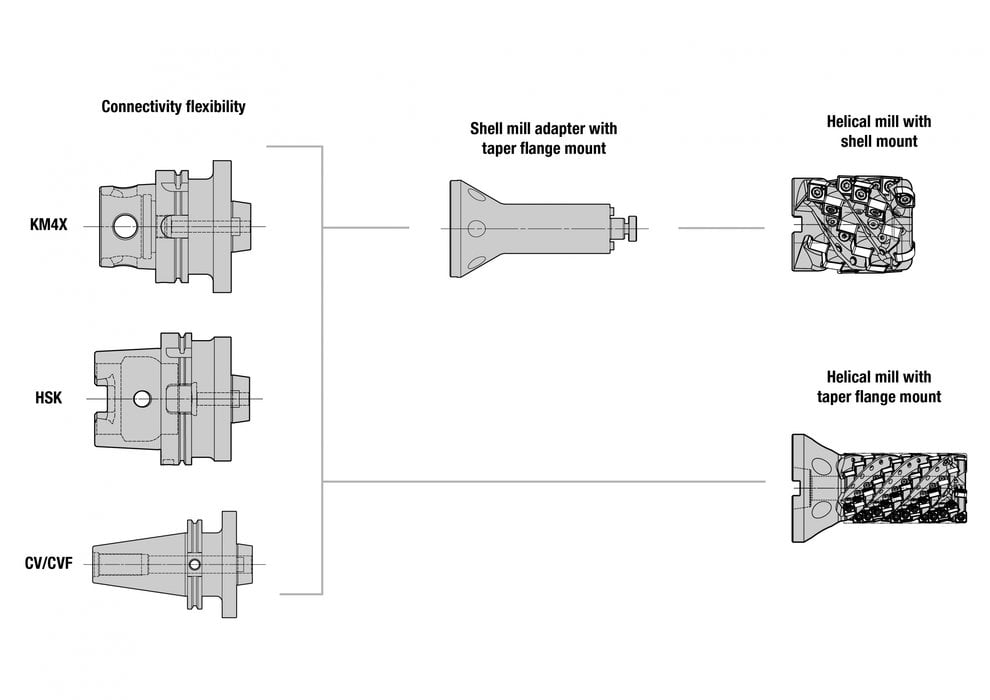
– Фланцевое соединение по конусу BTF46 лучше противостоит отжиму инструмента, чем традиционная насадная конструкция.
– Переменный угол наклона винтовой линии гасит гармонические колебания и предотвращает возникновение вибраций, повышая стойкость фрезы и качество обработанной поверхности.
Что скрывается в названии
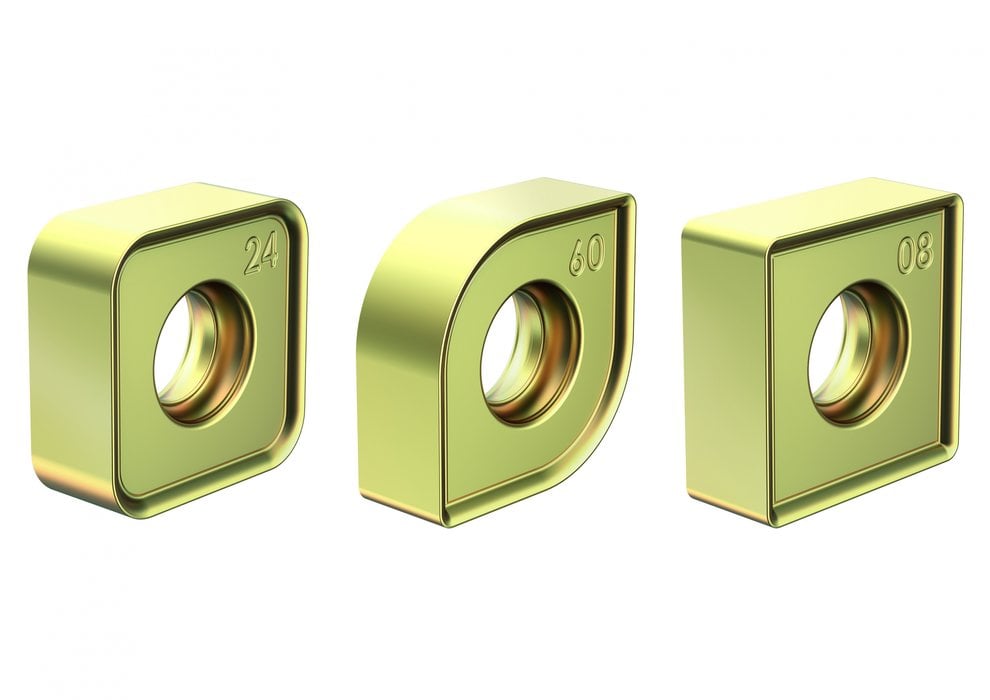
Преимущество, упомянутое последним, имеет особое значение. Конструкция с переменным углом наклона винтовой линии зубьев значительно снижает уровень вибрации, столь губительной для твердосплавного инструмента. Пластины меньшего размера (10 и 12 мм) также призваны бороться с этой проблемой. В корпусе фрезы умещается большее количество мелких пластин, а значит, большее число режущих кромок одновременно участвует в резании и нагрузка распределяется равномерно.
И это еще не все, чем может похвастаться HARVI Ultra 8X. В новых фрезах предусмотрен внутренний подвод СОЖ, которая при помощи специальных форсунок подается точно в зону резания. Оптимизированная форма канавок способствует эффективному отводу стружки. Винты M4 Torx Plus увеличенных габаритов обеспечивают большую стабильность закрепления пластины. Исполнение фрезы с хвостовиком KM4X гарантирует максимальную надежность крепления. Специальная обработка кромок пластин, оптимизированная для сплава KCSM40, значительно увеличивает стойкость инструмента. Значения радиусов скругления от 0,8 мм до 6,4 мм позволяют выбрать пластины практически для любого вида обработки.
Титан и не только
«Мы оптимизировали все характеристики HARVI Ultra 8X», – заявляет Маршалл. – «Форма канавок и сопла для подачи охлаждающей жидкости обеспечивают беспрепятственный стружкоотвод, что очень важно при интенсивном съеме большого объема материала, когда пакетирование стружки может привести к серьезной поломке инструмента. Сплав KCSM40 имеет наилучшие показатели для фрезерования жаропрочных сплавов, но в ассортимент включены пластины для других групп материалов. Не стоит забывать и про 8 режущих кромок на пластину. На данный момент аналогов этой модели фрез не существует».
Маршалл также отмечает, что использование двухсторонних пластин позволяет не только снизить стоимость одной кромки, но также увеличить скорость и производительность инструмента в таком масштабе, о котором раньше даже не помышляли. Возможность выбора между фрезами HARVI Ultra 8X насадной конструкции и с коническим фланцевым соединением BTF46 позволяет закрепить инструмент в шпинделях разного типа. «При совершенствовании данного продукта мы ориентировались на решения конкурентов, и на наш собственный фрезерный инструмент. В результате нам удалось добиться поразительного роста производительности», – говорит он. – «Это решение для тех, кому требуются максимальные результаты при минимальной цене за кромку».
Фрезы с винтовым расположением зубьев, укомплектованные пластинами с 8 режущими кромками. Это действительно уникальное предложение. Пластины размером IC10 и IC12 мм с 8 значениями радиусов при вершине.

Максимальная жесткость и стабильность закрепления достигается в комбинации фрезы HARVI Ultra 8X с коническим фланцевым соединением и адаптера KM4X.
При фрезеровании пазов или при профильном фрезеровании фрезы HARVI Ultra 8X обеспечивают съем до 20 кубических дюймов титана в минуту, стойкость инструмента при этом составляет один час или более.
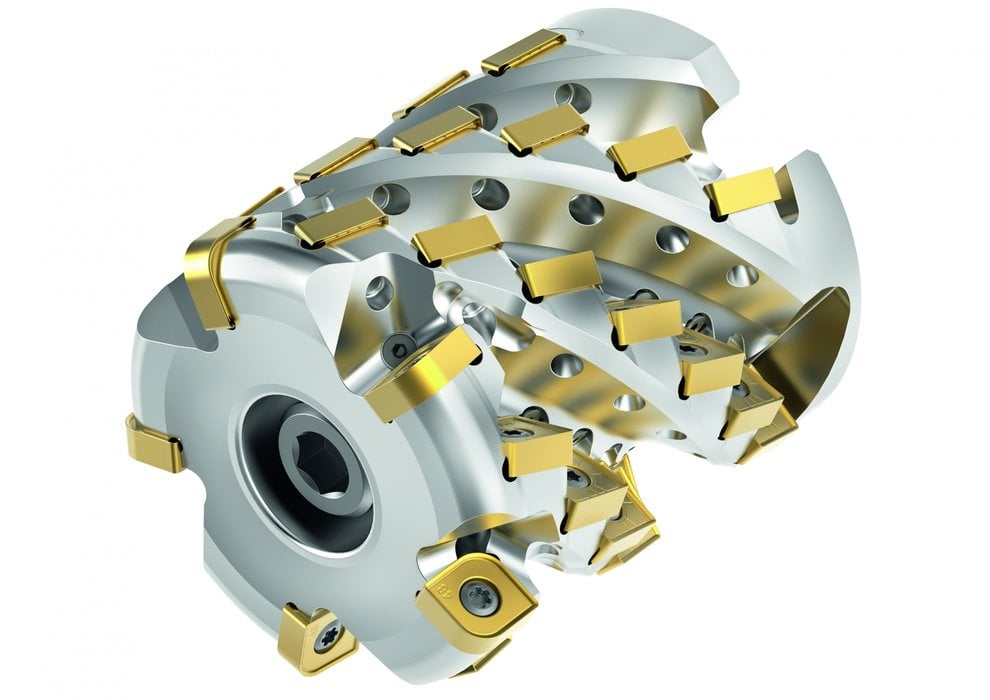
Большой объем снимаемого металла и высокая универсальность – ключевые характеристики новых фрез HARVI Ultra 8X.
Получите дополнительную информацию…
