
Групповая технология: производственная эффективность в эпоху Industry 4.0
От времени, предшествующего промышленной революции, до сегодняшнего дня производители преследуют общие цели: производство определенного количества деталей в определенный срок с определенной стоимостью. Производственные процессы прошли путь развития от использования методов поштучного кустарного изготовления до массового производства и выпуска возрастающего количества одинаковых деталей, т. е. изготовления крупных партий узкой номенклатуры (HVLM). В последнее время цифровые технологии, применяемые в системах программирования, управления станками и транспортировки заготовок, позволили создать производственную среду, которая известна как Industry 4.0 и обеспечивает экономически эффективное производство разнообразных деталей в небольших объемах: мелкосерийное производство широкой номенклатуры (HMLV).
Однако эти стратегии, которые относятся к производству HVLM, не всегда эффективны в условиях HMLV. Важный вклад в оптимизацию выпуска деталей при производстве HMLV вносит метод групповой технологии, при котором классификация и распределение деталей на группы для обработки позволяют достичь максимального уровня производственной эффективности.
Групповая технология
Групповая технология — это стратегия организации производства, при которой детали с похожими характеристиками, такими как геометрия, материал, процесс обработки или стандарты качества, классифицируются по группам и подвергаются обработке общим методом. Операции планируются для групп деталей, а не отдельных заготовок.
Когда производство организовано для обработки групп деталей, такую организацию производства часто называют гибкой системой производства. Она получила распространение в 1980-х годах, примерно в то время, когда началась эпоха производства HMLV. Производители осознали, что объемы партий сокращались, в то время как разнообразие деталей и новых материалов увеличивалось. Предприятия столкнулись с необходимостью производить различные детали сравнительно небольшими партиями. Время, затрачиваемое на подготовку производства, возрастало в геометрической прогрессии, и производители стремились взять его под контроль.
Выделение групп деталей при применении групповой технологии основано на стандартизации и классификации деталей. Каждой из них присваивается код из букв, цифр или их комбинаций, и каждая отдельная буква или цифра обозначает определенную характеристику детали или метод производства, необходимый для ее изготовления. На рисунке 1 6-й символ кода обозначает размеры детали, 7-й — сырье, 8-й — первоначальную форму материала заготовки, 9-й — требуемый уровень качества. Символы 3-5 описывают операции, необходимые для обработки заготовки.

Рисунок 1:
HQ_ILL_Opitz_Coding_And_Classification_System.jpg
Коды деталей используются для планирования производства и назначения стоимости путем сравнения с условной, несуществующей, так называемой комплексной заготовкой, как показано во второй строке рисунка 2. «Комплексная» в данном случае не значит «сложная». Это обобщенная заготовка, на которой представлены все возможные характеристики, к примеру, отверстия высокой и низкой точности, карманы большой и малой глубины, боковые фрезерованные элементы и т. д. Детали в первой строке рисунка — это детали, которые могут быть изготовлены с использованием операций, представленных комплексной деталью во второй строке. Суммирование расходов на создание необходимых характеристик дает представление об общей стоимости и упрощает назначение цен. Это позволяет отказаться от расчета расходов на производство единичных деталей.
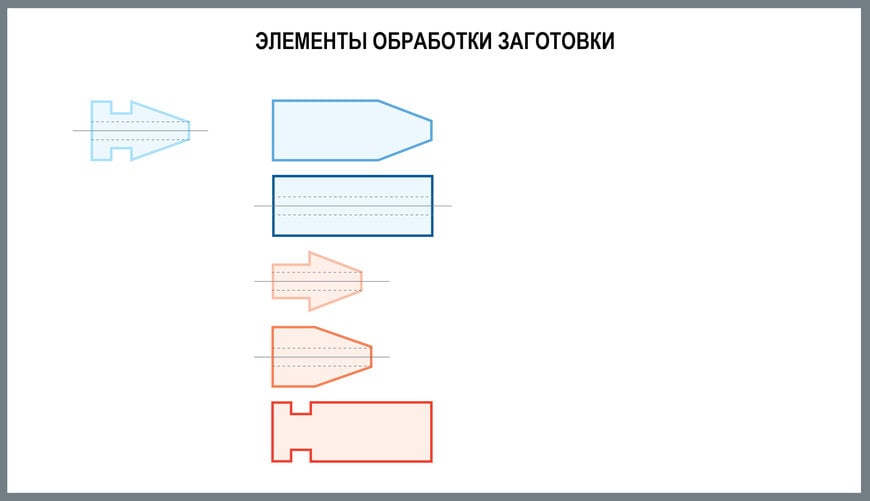
Рисунок 2:
HQ_ILL_Workpiece_machining_Elements.jpg
Специалисты планово-производственного отдела и эксперты по оценке работают с чертежом и назначают стоимость, сверив характеристики заготовки со свойствами комплексной заготовки. Также они определяют другие аспекты производства, такие как требуемый инструмент станка, необходимость использования СОЖ и т. д. Кроме того, применение групповой технологии при помощи сложной системы CAM позволяет еще больше сократить время предварительной обработки заготовки. Дополнительным преимуществом является улучшенное взаимодействие отделов предприятия, поскольку все они работают с одной моделью комплексной заготовки.
Метод групповой технологии изначально был основан на опыте: разрабатывающие его сотрудники консультировались с технологами, программистами и проектировщиками для сбора информации о стоимости различных производственных операций. Несмотря на то, что метод вошел в производство в 1980-х годах, сопоставление и систематизация личного опыта и данных представляли собой процесс, который напоминает современные инициативы по созданию искусственного интеллекта.
В некоторых случаях для групповой технологии требуется реорганизация цеха. В левой части рисунка 3 показан традиционный маршрут деталей внутри цеха, организованный на основании функций станка, включая токарную обработку, фрезерование и шлифование. Однако если детали сгруппированы и обрабатываются в рамках больших групп с применением гибкой системы производства, как показано на рисунке справа, инструменты могут быть настроены для оптимизации производственного потока и минимизации перемещения деталей в пределах цеха. Каждая из групп деталей обрабатывается наиболее эффективным способом без лишней транспортировки по цеху. В результате время изготовления деталей значительно сокращается.
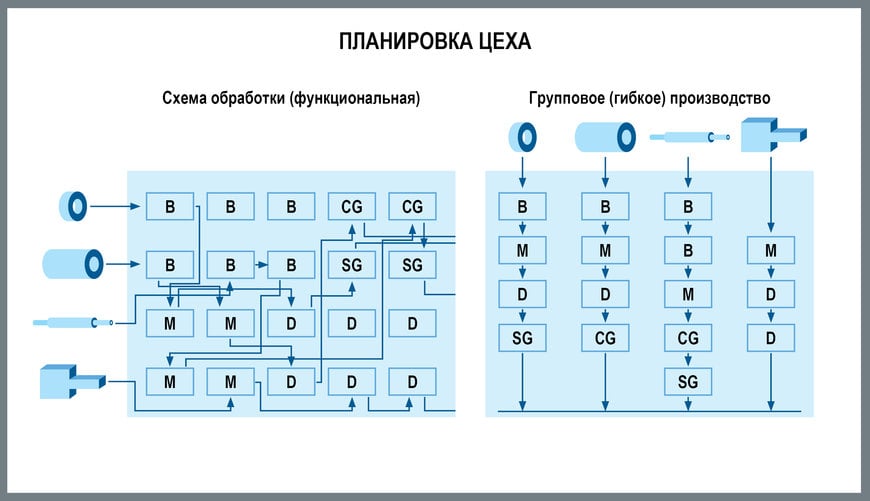
Рисунок 3:
HQ_ILL_Workshop_Layout.jpg
Как всегда, внедрение новых концепций влечет за собой как преимущества, так и трудности. Групповая технология обеспечивает преимущества в области проектирования, планирования процессов и экономии времени производства, но также возможен ряд сложностей. Во-первых, метод групповой технологии в какой-то степени снижает гибкость. Традиционная организация цеха является более гибкой при значительном увеличении спроса на определенную конфигурацию заготовки, что создает трудности для производства. При традиционной организации для изготовления деталей можно использовать другие станки. Во-вторых, управление временем простоя машины также может оказаться сложной задачей. Если на часть семейства деталей спрос временно падает, при гибкой системе производства станки будут простаивать.
Еще одна возможная трудность, возникающая в результате реализации групповой технологии — это тенденция к чрезмерным затратам времени на сопоставление систем кодирования. Однако намного важнее конкретной системы кодирования как таковой умение компании обращаться с оборудованием и ресурсами и четко понимать требуемые результаты. В этом случае собственная система кодирования, созданная внутри компании, может быть простым и эффективным подходом. Возможно, решение о реорганизации цеха для обработки семейств деталей может привести к дополнительному увеличению эффективности. Вероятно, крупным компаниям проще перенастроить оборудование, поскольку небольшие компании могут столкнуться с экономическими ограничениями и другими факторами.
Более быстрое и точное ценообразование
Метод групповой технологии при создании коммерческих предложений может увеличить доходы и рентабельность. Пример тому — производитель деталей для аэрокосмической промышленности в производственной среде HMLV с размером партии от одной до пяти заготовок, который получает около 4000 запросов в год. Недостаток времени для анализа и расчета стоимости каждой детали замедлял процесс ценообразования, и цех мог создать коммерческие предложения только для 1500 из 4000 возможных запросов. Было получено около 2600 заказов. При помощи анализа с применением групповой технологии и назначения цен для деталей с использованием комплексной заготовки выяснилось, что субподрядчик мог получить 3000 ценовых предложений в год. Более серьезные ценовые предложения привлекли больше заказов, до 3200 ежегодно. И, что более важно, цена, рассчитанная как стоимость плюс прибыль, оказалась более чем на 30 % ниже, чем до применения концепции групповой технологии.
Более быстрый и точный процесс ценообразования выявил два преимущества. Было зафиксировано меньшее число случаев ошибочного понижения цен, которые отрицательно сказывались на прибыли, а также ошибочного завышения, которое вело к недовольству заказчика. Внедрение концепции групповой технологии дало производителю больший контроль над результатами производства и ценами и снизило вероятность некорректных ценовых предложений.
Согласно групповой технологии, не нужно продумывать параметры обработки каждой отдельной заготовки: детали с похожими характеристиками группируются и обрабатываются вместе. Наглядный пример такого подхода: цех производит шкивы для ременной передачи. В зависимости от размеров ремня отличались диаметры, ширина, профили и пазы шкивов. Время переналадки для обработки различных конфигураций составляло около полутора часов.
Анализ процесса показал, что для каждой переналадки станок полностью разбирали, все инструменты извлекали, очищали и убирали на хранение. Для обработки следующего шкива в станок снова устанавливали большую часть тех же инструментов. С применением групповой технологии похожие, но не идентичные колеса группировали вместе. Переналадка в таком случае включала в себя перенастройку программы ЧПУ, изменение некоторых параметров обработки, а также иногда замену инструмента, обрабатывающего профиль пазов. В зависимости от обрабатываемой заготовки время переналадки сократилось с полутора часов до десяти минут. Основная задача заключалась в том, чтобы убедить персонал цеха, что детали, которые они производили, принадлежали к одной группе, и что их можно было обрабатывать намного быстрее.

HQ_IMG_Different_Workpieces.jpg
Заключение
Организационная стратегия метода групповой технологии (серьезный вклад в разработку которой внес Дэйв Мор (Dave Morr) из филиала SECO в Австралии) помогает производителям эффективно решать задачи производства HMLV. Традиционные стратегии повышения производительности, такие как принципы экономичного производства и концепция шести сигм (Six Sigma), обеспечивают доказанные преимущества, особенно для производства HVLM, при котором можно точно настроить операции для обработки крупной партии идентичных деталей. Однако производство небольших партий широкой номенклатуры продолжает набирать популярность благодаря достижениям в сфере технологий обработки, а также развитию дизайна и управления цифровыми продуктами. Благодаря распределению деталей по группам и объединению операций ценообразования и операций обработки, метод групповой технологии позволяет производителям эффективно справляться с задачами в эпоху Industry 4.0.

Рисунок 4:
HQ_ILL_Example_Of_Complex_WORKSHEET.jpg
Дополнение
Групповая технология и консалтинговые услуги Seco (SCS)
Организационная стратегия метода групповой технологии является важным элементом для достижения производственной эффективности и может оказать существенную помощь производителям. Однако конкуренция заставляет многих производителей фокусироваться исключительно на своевременном производстве определенного количества деталей по определенной стоимости, и времени или компетентности для тщательного анализа и оптимизации деятельности и производственных операций не хватает.
Компания Seco разработала новую операцию на уровне филиалов, которая призвана помочь небольшим компаниям, имеющим ресурсы для развития производства, но не имеющим достаточно средств, чтобы покрыть высокую стоимость услуг инженеров производственного процесса или крупной консалтинговой компании. Консалтинговые услуги Seco (SCS) помогают производителям найти баланс между производственным процессом и деловыми задачами с одной стороны и повышением производительности обработки и экономичностью с другой. SCS универсальны и работают с инструментами любых производителей.
Первый шаг в использовании SCS — это улучшение эффективности производства (MEE), которое включает анализ процесса обработки, производственной системы и производственного управления.
SCS анализирует возможности компании и выявляет задачи по подготовке, обработке и эксплуатации оборудования; обнаруживает основные причины проблем, связанных с возможностями и активами, а также недостаток знаний сотрудников. Предварительный анализ включает в себя программное обеспечение и стандартизацию методов и деталей. Задачи в сфере обработки выявляются и решаются при помощи оптимизации методов и устранения неисправностей. Представление об имеющихся средствах и расходах, а также программное управление инструментом позволяют решать проблемы, связанные с эксплуатацией оборудования.
В рамках программы SCS образовательные услуги компании Seco (семинары и курсы STEP) предлагают помощь в обучении сотрудников компании-производителя. Основной аспект услуги заключается в том, чтобы убедить работников цеха реализовывать новые стратегии. Плакат на стене с описанием новых подходов будет иметь минимальный результат, ведь чаще всего проблемы заключаются не в недостатке у сотрудников знаний, а в их убежденности в том, что традиционный подход — самый лучший. Ключ к успеху — помочь сотрудникам осознать преимущества новых стратегий и проявить дисциплинированность для их реализации.

Рисунок 5:
HQ_ILL_Structural_NEXT_STEP_Model.jpg
Автор:
Патрик де Вос (Patrick de Vos), Управляющий по корпоративному техническому обучению компании Seco Tools
Получите дополнительную информацию…
