
www.engineering-russia.com
05
'21
Written on Modified on
Kennametal представляет токарный сплав KCS10B для обработки жаропрочных сплавов
Ультрасовременный токарный сплав справедливо претендует на звание чемпиона по обработке сплавов на основе никеля, кобальта и железа для авиакосмической промышленности и не только.
Компания Kennametal разработала новый современный сплав KCS10B для токарной обработки жаропрочных сплавов на основе никеля, кобальта и железа, широко используемых в аэрокосмической промышленности и других смежных областях.
Токарный сплав KCS10B отличается революционным покрытием с превосходной адгезией слоев, нанесенным на ультрамелкозернистую твердосплавную основу. Это сочетание повышает стойкость инструмента до 50%, обеспечивая большую надежность и производительность обработки при работе с труднообрабатываемыми жаропрочными сплавами. Сплав KCS10B устойчив к наиболее распространенным видам износа, характерным для точения жаропрочных материалов, а именно лункообразованию и образованию проточин по глубине резания, зачастую приводящим к неожиданным и даже катастрофическим поломкам инструмента.
Особый метод нанесения покрытия
Роберт Кейлманн (Robert Keilmann), главный менеджер по токарной продукции, объяснил, что секретом успеха сплава KCS10B является запатентованная компанией Kennametal технология нанесения покрытия методом высокоэнергетического импульсного магнетронного переноса (High-PIMS). Вместо распределения частиц по поверхности режущего инструмента при нанесении покрытия методом PVD, новая технология позволяет сгенерировать мелкодисперсный туман AlTiN, создавая последовательность «чрезвычайно тонких, гладких и износостойких слоев».

Токарные пластины из сплава KCS10B доступны в самых разных формах, размерах и геометриях.
Побеждая износ
Такие материалы как Inconel 718 и Stellite 31 известны тем, что приводят к быстрому износу и непредсказуемому сроку службы инструмента. Сплав KCS10B отлично противостоит образованию проточин по глубине резания, демонстрируя повышение стойкости на 3-5 минут при черновом точении. Срок службы инструмента при чистовой обработке увеличивается еще больше, при этом лункообразование и последующий отказ инструмента происходят в два-три раза реже по сравнению с платинами конкурентных сплавов.
Доступны токарные пластины разной формы с положительным и отрицательным передним углом, с различными стружколомами и видами подготовки кромки. Подобное разнообразие делает сплав KCS10B универсальным решением для токарной обработки жаропрочных сплавов на основе железа (S1), кобальта (S2) или никеля (S3).
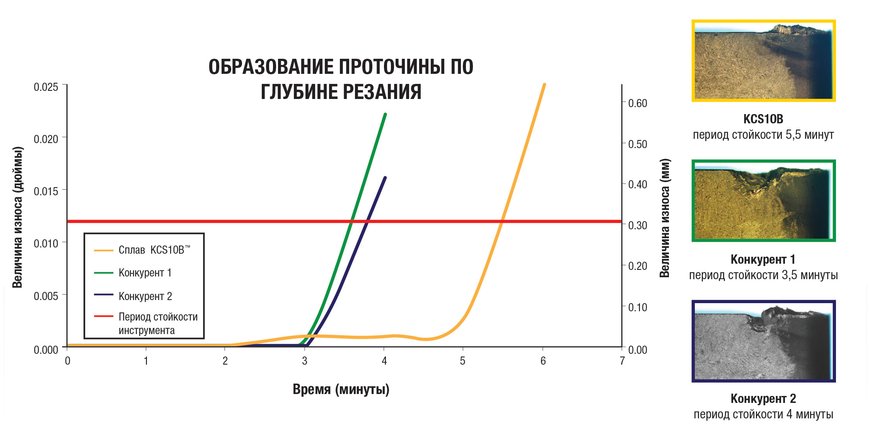
Inconel 718 (NiCr19FeNbMo DIN), 36-39 HRC, непрерывное резание, СОЖ.
Режимы резания: скорость 61 м/мин; подача 0,25 мм/об; глубина резания 1,5 мм.
Процессы образования проточин по глубине резания и лункообразования протекают менее интенсивно и более предсказуемы благодаря супергладкому покрытию и специальной подготовке кромок пластин из сплава KCS10B.
Роберт Кейлманн говорит: «Помимо более гладкой поверхности, новый процесс нанесения покрытия позволяет нам формировать гораздо более острые кромки. Наши передовые процессы хонингования и подготовки кромок снижают трение, увеличивая период стойкости инструмента. Это также способствует минимизации образования нароста на режущей кромке, еще одного нежелательного явления, часто сопровождающего обработку жаропрочных материалов. Используя высокоточные токарные пластины Kennametal, производства гарантировано могут рассчитывать на повышение производительности, стабильности и предсказуемости результатов обработки».
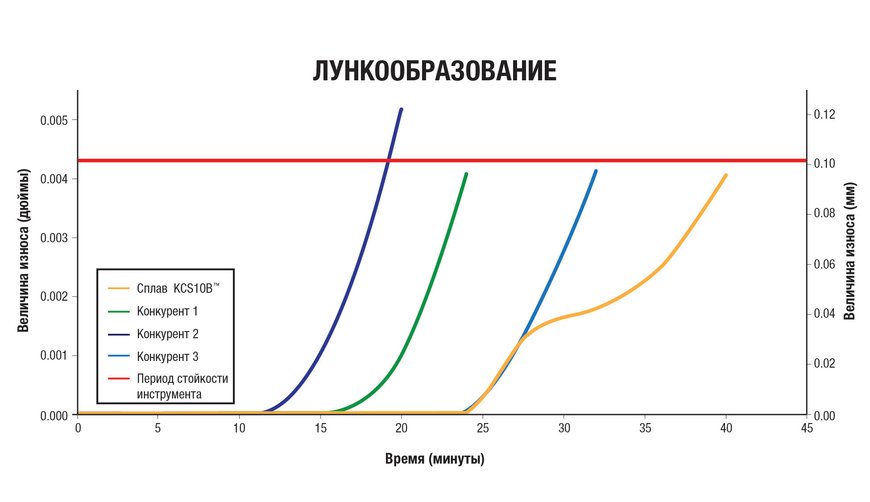
Inconel 718 (NiCr19FeNbMo DIN) 36-39 HRC, непрерывное резание, СОЖ.
Режимы резания: скорость 91 м/мин; подача 0,15 мм/об; глубина резания 0,25 мм.
Получите дополнительную информацию…
